 Skip to content
Skip to content What is Red Mud?
Red mud is a polluting waste residue produced during alumina production using the Bayer process. Currently, 95% of alumina worldwide is produced using this method. On average, for every 1 ton of alumina produced, 1.0 to 2.0 tons of red mud is generated.
Red mud has a high iron oxide content, giving it a red clay-like appearance. It contains various trace elements, with radioactivity mainly from radium, thorium, and potassium. The internal and external radiation index is generally above 2.0, classifying it as a hazardous solid waste.
The particle size of red mud is extremely fine after dissolution. Particles smaller than 10μm make up 60% or more of the total, making settlement and alkali separation difficult.

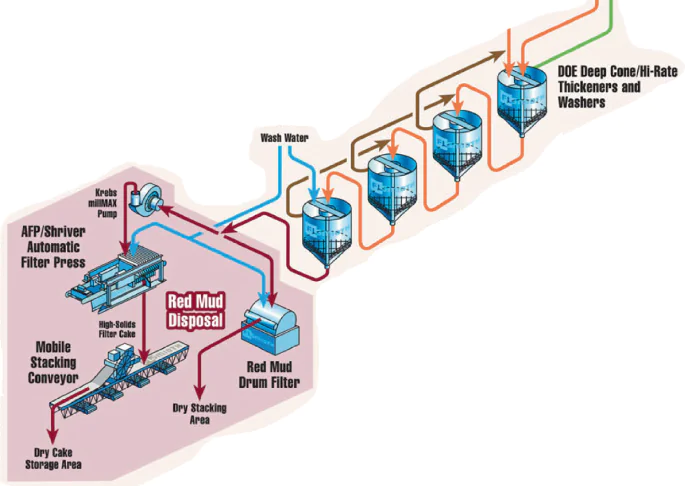
Steps for Red Mud Sedimentation and Separation
Red mud needs to be washed to reduce Na₂O and Al₂O₃ loss through the residual liquid. The efficiency and stability of this process directly impacts product quality, production costs, and economic benefits.
The separation process typically involves the following steps:
- Dilution of red mud slurry
- Sedimentation separation
- Reverse washing of red mud
- Coarse liquid filtration control
Main equipment involved:
- Dissolution slurry dilution stirring tank
- Aluminate solution and red mud separation sedimentation tank
- Mixing tank
- Washing sedimentation tanks (Ⅰ, Ⅱ, Ⅲ, n…)
Sedimentation separation is a key process in alumina production. As production capacity increases and ore properties vary, the material flow increases, making red mud separation and washing more challenging.
The use of flocculants in industrial production has significantly improved sedimentation tank efficiency and is widely recognized for its effectiveness. However, flocculant usage still faces several issues that reduce its effectiveness. Improper usage can lower efficiency by 10%-20% annually, highlighting the need for optimized usage conditions.
Factors Affecting Flocculant Performance in Alumina Production
- Flocculant Concentration and Dosage
Flocculant sedimentation performance increases with concentration within a certain limit. However, the optimal concentration should allow the molecular chains to fully extend.
- If the concentration is too high, the molecular chains cannot stretch properly, forming dense aggregates that reduce flocculant effectiveness. Thick gel-like clumps may also appear in the sedimentation tank.
- The ideal flocculant concentration is typically 1% to 4.5%.
- Excessive flocculant dosage can lead to:
- Tank overflow accidents
- Increased organic content in sodium aluminate solution, making it more viscous and slowing sedimentation

- Stirring Speed
The viscosity and molecular weight of synthetic polymer flocculants decrease with increasing stirring speed.
- High-speed stirring applies shear force, breaking molecular chains and reducing flocculant effectiveness.
- In industrial applications, optimal stirring speed is around 30 r/min for chain-type agitators.
- Centrifugal pumps should be avoided during transport to prevent excessive shear force.

- Dissolution Temperature
Higher temperatures shorten dissolution time but also reduce molecular weight, weakening sedimentation performance.
- At temperatures above 75°C, flocculant molecular chains degrade quickly, significantly slowing sedimentation speed.
- The recommended dissolution temperature for polymer flocculants should not exceed 55°C.
- Water Quality
Flocculants are highly adsorptive polymers that can bind to impurities in water.
- If the water contains many impurities, they form a protective layer around the flocculant, preventing further dissolution.
- Poor water quality reduces flocculation efficiency.
- Ensuring high water quality during the flocculant dissolution stage is essential for faster dissolution and better performance.
- Choosing the Right Flocculant Type
Different alumina production plants use different ore raw materials and production processes. Selecting the right flocculant is critical.
- Polyacrylamide (PAM) is the most commonly used flocculant. It is available in two main forms:
- Water-soluble emulsions
- Powder form
- Common flocculant categories in alumina production:
- Acrylic-based flocculants – Mainly used for high-temperature monohydrate ores
- Hydroxamic acid-based flocculants – Mainly used for low-temperature trihydrate ores
- Hydroxamic acid-based flocculants have stronger settling effects in low-temperature alumina production:
- They form more stable floc structures.
- They have a faster adsorption rate.
- Compared to acrylic-based flocculants, they improve overflow clarity by 60%-90%.
- They also prevent excessive pressure buildup in the leaf filter during subsequent processing.

Conclusion
Flocculants play a crucial role in alumina production by improving red mud sedimentation and separation. However, their effectiveness depends on proper usage and optimization.
To maximize flocculant performance, manufacturers should:
- Optimize concentration and dosage
- Control stirring speed
- Monitor dissolution temperature
- Ensure high water quality
- Select the appropriate flocculant type based on ore and process conditions
By refining these factors, flocculant efficiency can be improved, reducing operational costs and enhancing overall production efficiency.

{kind=link}
{kind=link}