Written by the HyChron Technical Team — water treatment specialists with over 15 years of field experience in municipal and industrial systems. Last reviewed: April 2026
If your jar test results consistently outperform your full-scale plant results — same PAC dose, same raw water, different outcomes — the problem is almost always mixing. Not the chemical. Not the clarifier. Mixing.
Mixing is the most commonly underestimated variable in PAC coagulation system design and operation. Getting it right does not require new equipment in most cases. It requires understanding what mixing is doing at each stage of the process and adjusting accordingly.
Why Mixing Determines Whether PAC Works
PAC coagulation is a two-stage chemical and physical process. Each stage requires fundamentally different mixing conditions:
Coagulation stage (flash mixing): Charge neutralization happens within milliseconds of PAC contact with particles. The entire volume of water passing through the flash mixer must be exposed to PAC before this reaction window closes. This requires high-energy, turbulent mixing that disperses PAC uniformly throughout the flow before hydrolysis is complete.
Flocculation stage (slow mixing): Destabilized microflocs must collide and aggregate into larger, settleable flocs. This requires gentle, low-energy mixing that promotes particle collisions without breaking the fragile, growing floc structures. Too much energy at this stage destroys flocs as fast as they form.
The mismatch between these requirements — high energy for coagulation, low energy for flocculation — is why single-tank mixing systems consistently underperform dedicated two-stage systems.
Step 1 — Optimize Flash Mixing (Coagulation Stage)
Target Parameters
- G-value: 200–400 s⁻¹
- Duration: 30–60 seconds minimum
- PAC injection point: at the highest turbulence zone, immediately before or within the flash mixer
How to Check Your Flash Mixer G-Value
G-value (velocity gradient, s⁻¹) is calculated as:
G = √(P / μV)
Where:
- P = power input to the mixer (W)
- μ = dynamic viscosity of water (Pa·s) — approximately 0.001 at 20°C, 0.0018 at 5°C
- V = volume of the flash mixing zone (m³)
If your G-value falls below 200 s⁻¹, options include: increasing impeller speed, replacing the impeller with a higher-efficiency design, reducing the flash mixing chamber volume, or relocating the PAC injection point to a higher-turbulence zone (e.g., immediately after a pump or at a pipe restriction).
Common Flash Mixing Problems
Dosing into a low-turbulence zone. PAC injected into a slow-moving pipe section or at a point distant from the mixer undergoes significant hydrolysis before reaching the high-turbulence zone — reducing the concentration of active species available for charge neutralization. Move the injection point as close as possible to the flash mixer impeller.
Insufficient residence time. A flash mixer with very short residence time (below 15–20 seconds) may not provide adequate contact between PAC and particles even at high G-value. Check the calculated residence time: Volume (m³) / Flow rate (m³/s). If below 30 seconds, consider a baffled flash mixing chamber to increase effective residence time.
Seasonal G-value reduction. Water viscosity increases in cold weather, which changes the relationship between impeller speed and G-value. A mixer operating at G = 300 s⁻¹ in summer may drop to G = 220 s⁻¹ in winter at the same impeller speed — still adequate, but worth monitoring.
Step 2 — Optimize Flocculation Mixing
Target Parameters
- G-value: 20–60 s⁻¹ (decreasing from inlet to outlet where possible)
- Duration: 15–30 minutes
- Camp number (G × t): 10,000–100,000 — the integrated measure of flocculation effectiveness
Tapered Flocculation
The most effective flocculation systems apply decreasing mixing energy from the flocculation inlet to the outlet — a design called tapered flocculation:
- Compartment 1 (inlet): G = 40–60 s⁻¹ — promotes initial microfloc collision and aggregation
- Compartment 2 (middle): G = 25–40 s⁻¹ — allows growing flocs to aggregate further
- Compartment 3 (outlet): G = 15–25 s⁻¹ — gentle mixing preserves large flocs before they enter the clarifier
If your flocculation system is a single-speed, single-compartment design, even a simple variable-speed drive on the mixer motor enables meaningful improvement through seasonal G-value adjustment.
Signs of Flocculation Mixing Problems
Flocs too small (pinpoint floc): G-value too high, or flocculation time too short. Reduce mixer speed and/or increase residence time.
Flocs breaking up before the clarifier: Excessive turbulence at the flocculation-clarifier transition. Add baffling at the outlet to reduce inlet velocity to the clarifier.
Good floc formation in winter but not summer: Temperature changes alter water viscosity and therefore G-value at constant mixer speed. Recalibrate mixer speed seasonally.

Step 3 — Reaction Time Considerations
Beyond mixing energy, reaction time — the total time between PAC dosing and sedimentation — affects treatment performance.
Flash Mixing Reaction Time
The flash mixing stage should provide a minimum of 30–60 seconds of high-energy mixing. Below 30 seconds, charge neutralization may be incomplete for particles that receive insufficient PAC contact time.
Flocculation Residence Time
Minimum 15 minutes of flocculation residence time is required for adequate floc growth in most applications. For cold water (below 10°C), extend to 20–30 minutes — increased viscosity slows particle collision frequency and floc growth rate.
Total System Reaction Time
For plants treating very low-turbidity water (below 5 NTU) or high-NOM water, extending total flocculation time beyond the standard 20 minutes often improves performance — sweep flocculation and NOM co-precipitation both benefit from additional residence time.
For cold-weather reaction time adjustments: Temperature Effects on PAC Treatment
Effect of Optimized Mixing on Treatment Performance
| Mixing Condition | Typical Effluent Turbidity (vs raw 20 NTU) |
|---|---|
| Poor flash mixing (G < 100 s⁻¹) | 8–15 NTU — poor removal |
| Adequate flash mixing, poor flocculation | 3–8 NTU — moderate removal |
| Good flash mixing, good flocculation | 0.5–2 NTU — good removal |
| Optimized flash mixing + tapered flocculation + PAM | < 0.5 NTU — excellent removal |
Results based on field observations at 25 mg/L PAC dose, pH 7.0, 20°C. Actual performance varies with raw water characteristics.
For PAC and PAM combination to further improve floc quality: PAC Coagulation vs Flocculation Explained
Frequently Asked Questions
My plant has a single in-line static mixer for flash mixing — is this adequate?
In-line static mixers can achieve adequate G-values for flash mixing if sized correctly for the flow rate. The key requirement is sufficient turbulence intensity — typically achieved at flow velocities above 1.5–2 m/s through the mixer element. Check the manufacturer’s G-value specification at your operating flow rate. If below 200 s⁻¹, consider a supplementary mechanical mixer or relocating the PAC injection point to a higher-velocity pipe section.
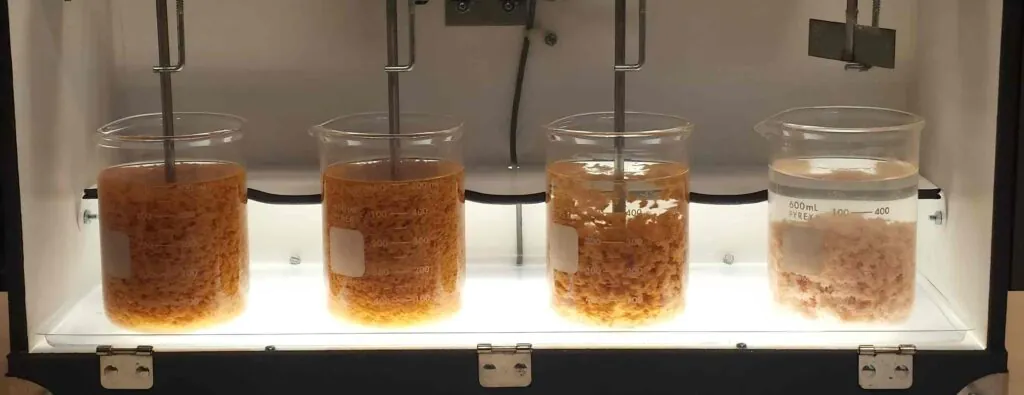
How do I know if my flocculation time is adequate?
Observe floc characteristics at the flocculation outlet before the clarifier. Well-flocculated water should contain visible, distinct floc particles (typically 1–5 mm for well-optimized systems) that settle noticeably when mixing stops. If flocs are very small (below 0.5 mm, pinpoint appearance) or the water looks uniformly hazy, flocculation time or energy needs adjustment.
Can I use online monitoring to optimize mixing without manual G-value calculations?
Yes. Online particle counters or turbidity sensors positioned at the flocculation outlet provide direct feedback on floc formation progress. Streaming current detectors at the flash mixer outlet confirm whether charge neutralization is complete. These sensors enable real-time mixing optimization without manual calculation.
Conclusion
Mixing optimization is the highest-return improvement available to most PAC coagulation systems — and it typically requires no new equipment, only operational adjustments to G-value and residence time at each stage.
The target is straightforward: high energy (200–400 s⁻¹) for 30–60 seconds in the flash mixer, followed by low energy (20–60 s⁻¹) for 15–30 minutes in the flocculation stage. Systems that achieve these parameters consistently produce effluent quality that approaches the theoretical maximum for their PAC dose and raw water.
Contact our technical team today for a free mixing system assessment and PAC optimization recommendation. We respond within 24 hours.
{kind=link}
{kind=link}