Sugar production generates two distinct treatment challenges that both require effective coagulation chemistry: clarifying raw juice to protect product quality and crystallization efficiency, and treating process wastewater to meet environmental discharge standards. Over the past decade, polyaluminium chloride (PAC) has become the coagulant of choice for both applications in sugarcane and sugar beet operations — replacing traditional aluminum sulfate and lime-based approaches with a faster, lower-sludge alternative that performs consistently across the variable conditions of a working sugar factory.
Why PAC Works Better Than Traditional Coagulants in Sugar Processing
Traditional coagulants used in sugar factories — aluminum sulfate (alum) and lime — have well-documented limitations. Alum requires a relatively narrow pH window for effective coagulation, produces large sludge volumes, and requires significant pH adjustment in low-alkalinity juice. Lime treatment is effective but adds calcium that contributes to scaling in evaporators and heaters.
PAC outperforms both through its polynuclear aluminum structure, which provides higher charge density, faster hydrolysis, and effective coagulation across a broader pH range of 5.0–9.0. In sugar processing specifically, this translates to:
- Faster floc formation — critical in continuous clarification systems with limited residence time
- Lower sludge volume — typically 30–50% less than alum at equivalent turbidity removal
- Reduced scaling tendency — less calcium introduction compared to lime treatment
- Stable performance across the pH variation that occurs naturally between early and late crushing season juice
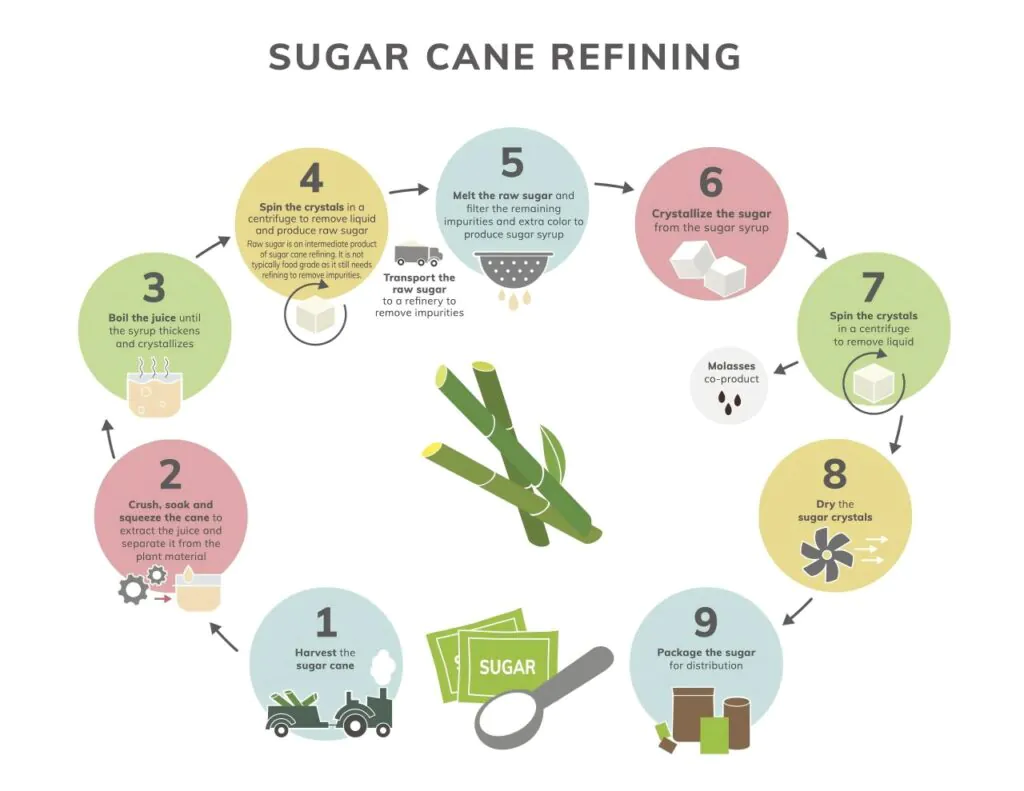
PAC for Raw Juice Clarification
Raw sugarcane and beet juice contains a complex mixture of suspended fibers, soil particles, proteins, waxes, pigments, and colloidal organic matter. These impurities reduce juice purity, interfere with crystallization, cause color in finished sugar, and contribute to fouling of evaporator heating surfaces. Effective clarification before evaporation directly affects sugar yield, energy consumption, and final product quality.
PAC acts through two mechanisms in juice clarification. First, charge neutralization: PAC’s positively charged polynuclear species adsorb onto negatively charged colloids and protein-pigment complexes, destabilizing them. Second, sweep flocculation: as aluminum hydroxide precipitates, it physically entraps fine suspended particles — including the small fiber fragments and soil particles that escape charge neutralization alone — into large, rapidly settling flocs.
The result is clarified juice with significantly lower turbidity, lighter color, and reduced dissolved organic loading entering the evaporation stage.
Recommended PAC dosage for juice clarification:
| Juice Condition | PAC Dosage |
|---|---|
| Standard raw sugarcane juice | 20–50 mg/L |
| Combined with PAM flocculant | 10–30 mg/L |
| High-impurity or rainy-season juice | 40–80 mg/L |
| Sugar beet juice (higher protein load) | 30–60 mg/L |
Always confirm optimal dosage through jar testing on your specific juice — impurity load varies significantly with cane variety, harvest conditions, and time of season. Rainy-season juice consistently requires higher dosage due to increased soil and organic contamination from harvesting conditions.
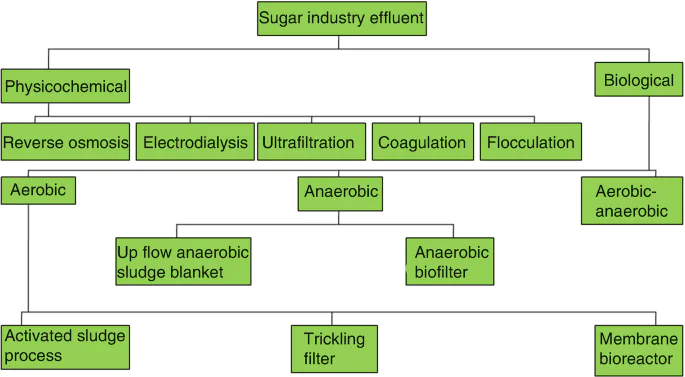
PAC for Sugar Industry Wastewater Treatment
Sugar factory wastewater combines juice extraction losses, clarification filtrate, equipment cleaning discharge, and boiler blowdown into an effluent stream characterized by high COD (typically 1,500–8,000 mg/L), high color, low pH, and significant suspended solids. Without effective pretreatment, this wastewater exceeds discharge limits and creates downstream biological treatment overload.
PAC as a primary coagulant in wastewater pretreatment achieves:
- COD removal: 60–85% depending on organic composition and dosage optimization
- Significant turbidity and TSS reduction — typically > 80% removal
- Color reduction through adsorption of pigment-forming melanoidins and caramel compounds onto aluminum hydroxide flocs
- Compact sludge formation that dewaters more efficiently than alum-generated sludge
The combination of high COD removal and color reduction in the coagulation stage substantially reduces the load on downstream biological treatment, improving biological system stability and reducing aeration energy requirements.
Recommended PAC dosage for wastewater treatment:
| Wastewater Type | PAC Dosage |
|---|---|
| General process wastewater | 30–150 mg/L |
| High-COD concentrated streams | 100–200 mg/L |
| Combined with anionic PAM | 20–50 mg/L PAC + 1–3 mg/L PAM |
Dosing Sequence and Chemical Combinations
Dosing point selection: Add PAC at the inlet of the clarification or coagulation tank, where turbulent mixing distributes it through the full flow cross-section before floc formation begins. For wastewater systems with highly variable flow, install flow-proportional dosing control rather than fixed-rate pumps — COD and turbidity load in sugar factory wastewater fluctuates significantly with production phase.
PAC + PAM combination: Following PAC addition and rapid mixing, anionic PAM at 1–3 mg/L bridges PAC-formed micro-flocs into larger, faster-settling aggregates. This combination reduces PAC dosage requirement by 20–35% while improving floc settling velocity and reducing clarifier overflow turbidity. Maintain rapid mixing for PAC (G value 150–300 s⁻¹, 60–90 seconds) before adding PAM at reduced mixing intensity (G value 20–50 s⁻¹, 5–10 minutes).
pH management: Optimal PAC performance for both juice clarification and wastewater treatment occurs at pH 6.5–7.5. Adjust with lime slurry if juice pH is below 6.0, or with dilute sulfuric acid if wastewater pH exceeds 8.5 before PAC addition.
FAQ
Q: How does PAC affect sugar color and final product quality compared to alum?
A: PAC produces lighter clarified juice than alum at equivalent dosage because its aluminum species more effectively adsorb the melanoidin and polyphenolic pigments that contribute to sugar color. Factories switching from alum to PAC typically report ICUMSA color reduction of 15–30% in clarified juice, which translates to lighter raw sugar and reduced need for decolorization in refining. Residual aluminum in juice is also lower with PAC than alum at equivalent turbidity removal dosages.
Q: Can PAC be used in food-contact applications like juice clarification without food safety concerns?
A: Yes, when food-grade or potable water-grade PAC is used. Specify PAC meeting food additive standards applicable in your country — in China GB 1886.216, in the EU food additive regulations, or equivalent. Food-grade PAC has strict limits on heavy metals (lead < 5 mg/kg, arsenic < 5 mg/kg) and must come with a certificate of analysis confirming compliance. Industrial-grade PAC is not acceptable for juice clarification regardless of performance results.
Q: How do I adjust PAC dosage when juice quality changes significantly between early and late crushing season?
A: Run a jar test at the start of each week during peak season variation — early season juice typically has higher soil and fiber contamination requiring higher dosage, while late season juice may be more concentrated with higher dissolved organic content. Set up a simple turbidity-to-dosage reference chart based on these tests and train operators to adjust dosage when incoming juice turbidity shifts by more than 20% from the baseline. Automated turbidity-based dosing control is worth the investment for large operations running continuous clarifiers.
PAC Delivers Measurable Value at Both Ends of the Sugar Process
In juice clarification, PAC protects crystallization efficiency and final sugar quality while reducing evaporator scaling and chemical consumption. In wastewater treatment, it provides the COD and color removal that makes downstream biological treatment viable at acceptable cost. Used correctly — with appropriate food-grade certification for juice applications, proper dosing sequence with PAM, and jar-test-optimized dosage — PAC is the most cost-effective coagulant available for modern sugar factory operations.
HyChron supplies food-grade and industrial-grade PAC for sugar industry applications with batch-specific certificates of analysis. Contact our team for product specifications or dosage recommendations based on your juice quality and wastewater characteristics.
{kind=link}
{kind=link}