 Skip to content
Skip to content In wastewater treatment, polymer dosage is rarely set and forgotten. Feed water characteristics change with production shifts, seasons, and raw material variation. When dosage does not keep pace with these changes, one of two problems develops: underdosing or overdosing.
Both reduce treatment performance. Both increase operating costs. And both are more common than most operators realize — because neither announces itself clearly. Poor settling and turbid effluent can result from either extreme, making the root cause easy to misdiagnose.
This guide puts both problems side by side, shows exactly what each one looks like in practice, and explains how to find the dosage that actually works.
The Optimal Dose: A Narrow Window
Polyacrylamide works by bridging suspended particles together into flocs large enough to settle under gravity. This bridging mechanism only functions within a specific dosage range — enough polymer to connect particles effectively, but not so much that excess polymer disrupts the bridges already formed.
Outside this window in either direction, performance deteriorates. The challenge is that the optimal window is narrower than many operators assume, and it shifts whenever influent characteristics change.
Underdosing: Not Enough to Bridge
What It Looks Like
Underdosing is the more intuitive of the two problems. When PAM concentration is below the effective threshold, polymer chains cannot bridge enough particles to form settleable flocs. The result is visible and consistent:
- Small, fragile flocs that break apart easily
- Slow or incomplete settlement in clarifiers and thickeners
- Turbid effluent with elevated suspended solids
- Settled sludge layer that is thin and diffuse rather than compact
In severe underdosing, floc formation may appear almost absent — the wastewater looks similar before and after polymer addition.
Why It Happens
Underdosing is not always the result of setting the dose too low from the start. More often it develops gradually as influent conditions change:
- Feed solids concentration increases with higher production rates
- Raw material changes introduce more fine particles requiring more polymer
- Seasonal variation brings colder water that reduces polymer activity
- A new PAM batch has lower effective molecular weight than the previous one
In each case, a dosage that was previously adequate becomes insufficient — and treatment performance declines without any obvious change in operating procedure.
The Cost of Underdosing
The direct costs are clear: discharge limit violations, regulatory risk, and potential fines. But the indirect costs are often larger. Operators responding to poor settling frequently increase polymer dose without systematic testing — and may overshoot into overdosing, which creates a different set of problems at higher chemical cost.
Fix: Increase dosage in controlled steps of 10–15% and evaluate floc quality after each adjustment. Use jar testing to confirm the direction of the problem before making changes in the full-scale system.
Overdosing: Too Much of a Good Thing
What It Looks Like
Overdosing is counterintuitive — and therefore more dangerous. When PAM is dosed above the optimal level, a phenomenon called restabilization occurs. Excess polymer saturates all available adsorption sites on particle surfaces. With no sites remaining for bridging, additional polymer segments in solution begin disrupting existing floc structures rather than building new ones.
The visible symptoms can look deceptively similar to underdosing:
- Fine particles remain in suspension despite polymer addition
- Effluent appears hazy or milky rather than clear
- Flocs form but are smaller and less dense than expected
- Settled sludge layer is fluffy rather than compact
The key difference: in overdosing, increasing the dose makes things worse, not better.
Why It Happens
Overdosing typically develops in one of three ways. First, feed solids concentration decreases — due to lower production rates or a cleaner raw material source — while dosage remains at the level set for higher loading. Second, operators increase dose in response to poor settling without first diagnosing whether overdosing is already occurring. Third, a new PAM batch has higher effective activity than the previous one, meaning the same volume delivers more active polymer than expected.
The Cost of Overdosing
Beyond the obvious waste of chemical spend, overdosing creates compounding costs. Restabilized fine particles carry excess polymer into the effluent, increasing both suspended solids load and chemical oxygen demand in the discharge. Sludge volumes increase as excess polymer accumulates in the settled fraction. And compliance risk rises — not despite increasing chemical use, but because of it.
Fix: Reduce dosage in controlled steps of 10–15% and monitor effluent turbidity after each reduction. If turbidity improves as dosage decreases, overdosing is confirmed. Continue reducing until the optimum is found. A jar test at several dosage levels simultaneously is the fastest way to identify the true optimum.
How to Find the Right Dose
Jar Testing: The Only Reliable Method
No formula or calculation can replace a jar test conducted on representative wastewater from your specific system. Influent characteristics vary too widely between facilities — and even within the same facility over time — for generic dosage tables to be reliable.
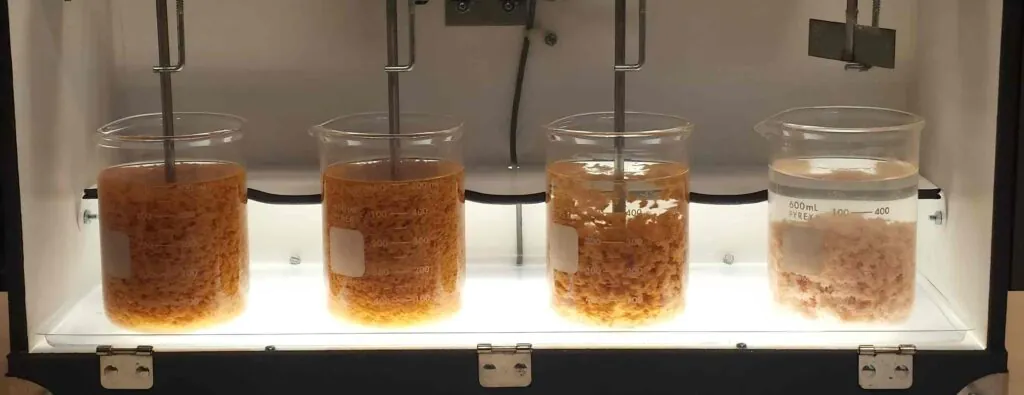
A basic jar test for dosage optimization:
- Collect a fresh, representative wastewater sample
- Prepare PAM solution at 0.1–0.2% concentration
- Set up five jars at dosages spanning your expected range — for example, 1, 2, 3, 4, and 5 mg/L
- Apply rapid mixing for 60 seconds, then reduce to slow mixing for 10 minutes
- Allow settling for 5 minutes and observe floc size, settling rate, and supernatant clarity
- Select the lowest dose that achieves target effluent quality
The lowest effective dose — not the dose that produces the largest flocs — is your target. Larger flocs at higher doses often indicate you are approaching the overdose threshold.
For a complete jar testing procedure, see: Calculating PAM Dosage Accurately

Adjusting Dosage in Operation
Once the optimal dose is established by jar testing, build a simple dosage adjustment protocol for your team:
- Define the trigger conditions for dosage review (turbidity above threshold, production rate change, new PAM batch)
- Set maximum single-step adjustment at 15% of current dose
- Require turbidity check after each adjustment before making further changes
- Re-run jar test whenever influent characteristics change significantly
This prevents the common pattern of repeated dose increases in response to deteriorating performance — which typically leads to overdosing without resolving the underlying cause.
Side-by-Side Comparison
| Underdosing | Overdosing | |
|---|---|---|
| Floc appearance | Small, fragile, slow-forming | Small, fluffy, poorly settling |
| Effluent clarity | Turbid, high SS | Hazy, milky appearance |
| Effect of increasing dose | Performance improves | Performance worsens |
| Sludge character | Thin, diffuse layer | Fluffy, high water content |
| Chemical cost | Lower than optimal | Higher than optimal |
| Compliance risk | High | High |
| Diagnosis | Jar test at higher doses | Jar test at lower doses |
Frequently Asked Questions
How do I know if I am overdosing or underdosing without a lab?
The fastest field check is to deliberately reduce your current dosage by 15–20% and observe the effect on effluent clarity over the next hour. If clarity improves, you were overdosing. If clarity worsens, you were underdosing. Follow up with a full jar test to find the true optimum.
How often should I re-optimize PAM dosage?
At minimum, re-run a jar test when production rates change significantly, when a new PAM batch arrives, at the start of each season, and whenever effluent quality deteriorates without an obvious cause. For facilities with highly variable influent, monthly jar testing is recommended.
Can I use the same dosage for different PAM batches from the same supplier?
Not necessarily. Even from the same supplier, batch-to-batch variation in molecular weight and charge density can affect the effective dose. Always conduct a comparative jar test when switching to a new batch, particularly if the previous batch was performing at the lower end of the dosage range.
Conclusion
Underdosing and overdosing are mirror-image problems with the same result: poor treatment performance, higher operating costs, and increased compliance risk. The difference is in the direction — and getting the diagnosis right before adjusting dosage is what separates effective polymer management from guesswork.
Jar testing is the tool that makes correct dosage findable. It takes less than an hour and provides more reliable guidance than any formula or rule of thumb.
If your treatment system is struggling with inconsistent settling or effluent quality, contact our technical team today. We will help you diagnose the dosage problem and recommend the right PAM grade and starting dose for your specific application. → Contact our technical team today

{kind=link}
{kind=link}