Written by the HyChron Technical Team — water treatment specialists with over 15 years of field experience in municipal and industrial systems. Last reviewed: April 2026
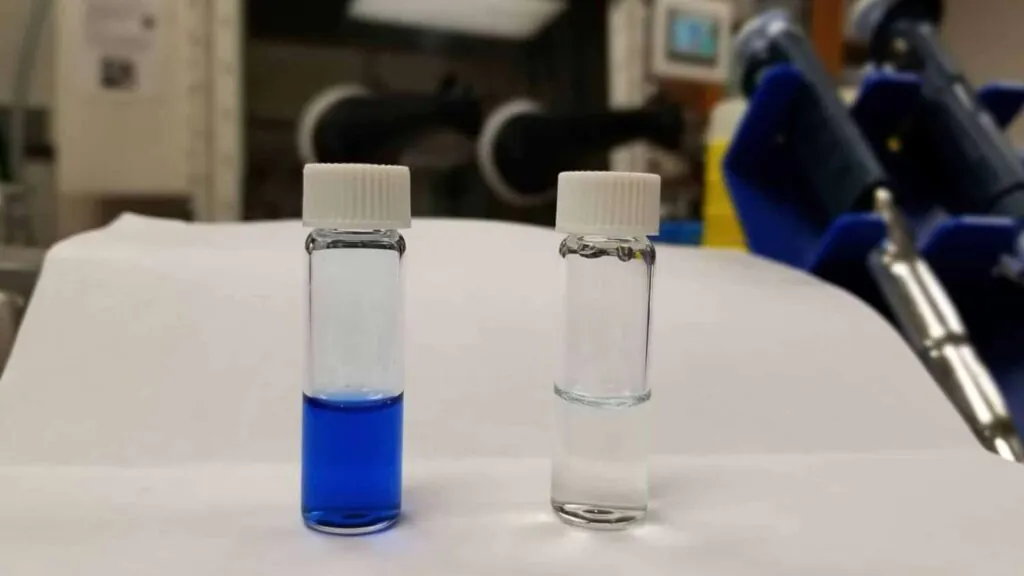
Color in wastewater is one of the most visible compliance problems a treatment operator can have. A discharge that visually discolors a receiving waterway — regardless of whether other parameters are within limits — draws regulatory attention, community complaints, and enforcement action. For industries where color is an inherent byproduct of production, meeting color discharge standards is a persistent operational challenge.
PAC is one of the most effective first-line treatment chemicals for color removal from industrial wastewater — particularly for the reactive dyes, humic compounds, and chromophore complexes that conventional sedimentation cannot address. But its effectiveness varies with dye type, pH, and application method — and understanding these variables is what determines whether PAC alone meets your color target or whether supplementary treatment is needed.
What Causes Color in Wastewater
Understanding color sources determines which removal approach is appropriate:
Reactive and direct dyes (textile industry): Synthetic molecules specifically engineered for chemical stability. Carry strong negative charges. Respond well to PAC charge neutralization and sweep flocculation. For detailed textile guidance: Using PAC in Textile Wastewater Treatment
Natural organic matter (NOM) — humic and fulvic acids: Dissolved organic compounds from soil decomposition. Contribute to brown-yellow color in surface water and some industrial effluents. Respond well to PAC coagulation at optimized pH.
Tannins and lignins (paper and food industry): Complex organic molecules from plant material. Moderate response to PAC — best at slightly acidic pH (6.0–7.0).
Heavy metal complexes (electroplating, surface finishing): Colored metal-organic complexes. Require pH adjustment for metal precipitation before PAC coagulation is fully effective.
Inorganic color (iron, manganese): Iron-containing water appears orange-brown. Manganese produces black-brown color. Both require oxidation or pH adjustment before coagulation — PAC captures the resulting precipitates.
PAC vs Alternative Approaches for Color Removal
| Method | Color Removal | Suitable For | Limitations |
|---|---|---|---|
| PAC coagulation | 50–90% (dye-dependent) | Reactive dyes, NOM, tannins | Incomplete for some vat/sulfur dyes |
| PAC + PAM combination | 60–92% | Most industrial color sources | Requires PAM addition step |
| Activated carbon adsorption | 85–99% | Dissolved color, trace micropollutants | High cost, regeneration required |
| Ozone oxidation | 80–99% | Most color types including refractory dyes | High capital cost, energy-intensive |
| Fenton oxidation | 85–99% | Refractory dye wastewater | Chemical intensive, pH-sensitive |
| Biological treatment | 20–50% | Biodegradable color compounds | Ineffective for synthetic dyes |
| PAC + Ozone/Fenton (combined) | 90–99% | All color types | Higher cost — justified for strict limits |
For most industrial applications, PAC alone or PAC + PAM is the starting point — delivering 50–92% color removal at the lowest cost. Advanced oxidation is added as a polishing step where PAC alone cannot meet strict color discharge limits.
How PAC Removes Color
PAC removes color through the same two mechanisms it uses for turbidity removal — but their relative importance differs depending on the color source:
For charged color compounds (reactive dyes, NOM): Charge neutralization is the primary mechanism. Most synthetic dye molecules and humic compounds carry negative surface charges. PAC’s cationic aluminum species neutralize these charges, causing dye-particle complexes to aggregate and co-precipitate with aluminum hydroxide flocs.
For fine colloidal color particles (disperse dyes, pigment particles): Sweep flocculation is the primary mechanism. The aluminum hydroxide precipitate formed at appropriate PAC doses physically entraps these small particles as it settles.
For dissolved color compounds: PAC has limited effectiveness for truly dissolved (non-colloidal) color molecules that carry no surface charge. These require adsorption (activated carbon) or oxidation for removal.
pH Optimization for Color Removal
pH has a larger effect on PAC color removal performance than on turbidity removal. Color removal is generally optimal at slightly acidic pH:
| Color Source | Optimal pH for PAC Color Removal |
|---|---|
| Reactive and direct dyes | 5.5–7.0 |
| Humic acid (NOM) | 5.5–6.5 |
| Tannins and lignins | 6.0–7.0 |
| Disperse dyes | 6.0–8.0 |
| Vat and sulfur dyes | Limited response — consider supplementary treatment |
If your effluent arrives at the treatment stage at pH above 8.0 (common after alkaline dyeing or cleaning cycles), moderate pH reduction to pH 6.5–7.5 before PAC dosing can significantly improve color removal performance.
For PAC pH management: Impact of pH on PAC Performance
Dosage Guidelines for Color Removal
| Effluent Color Level | Typical PAC Dose | Expected Color Reduction |
|---|---|---|
| Light color (< 100 Pt-Co) | 30–60 mg/L | 60–80% |
| Moderate color (100–300 Pt-Co) | 60–120 mg/L | 65–85% |
| Heavy color (> 300 Pt-Co) | 100–200 mg/L | 70–90% |
| Reactive dye effluent (ADMI > 500) | 150–250 mg/L | 70–90% |
Jar testing is essential — color removal efficiency varies significantly with dye type. Always test with your specific effluent.
When PAC Alone Is Not Sufficient
PAC achieves 50–90% color removal for most reactive and direct dyes — sufficient for many discharge standards. But for plants with very strict color limits, or where the effluent contains refractory color compounds (vat dyes, certain azo dyes), PAC alone may not reach compliance.
In these cases, the recommended approach is:
- PAC + PAM (first stage) — maximize physical-chemical color removal at lowest cost
- Activated carbon polishing (second stage) — adsorb remaining dissolved color that PAC cannot remove
- Or advanced oxidation (Fenton, ozone) — where activated carbon is not practical
For PAC and PAM combination: PAC + Coagulant Aid Optimization
Frequently Asked Questions
Can PAC remove color from denim/indigo dyeing wastewater?
Indigo is a vat dye in its reduced (soluble) form during dyeing, and an insoluble pigment after oxidation. PAC is moderately effective for suspended indigo after oxidation. For dissolved reduced indigo, PAC is less effective and ozone or Fenton oxidation is typically needed. Jar testing with your specific effluent is essential.
What is the difference between color removal by PAC and by activated carbon?
PAC removes color primarily through coagulation of charged and colloidal color compounds — charge neutralization and physical entrapment. Activated carbon removes dissolved color through adsorption onto the carbon surface. The two mechanisms are complementary — PAC handles the colloidal fraction, activated carbon handles the dissolved fraction. For complete color removal from complex industrial effluent, using both in sequence is often the most cost-effective approach.
How do I measure color removal performance?
Color is typically measured in Pt-Co units (for natural water color), ADMI units (for textile dye effluent), or simply as absorbance at relevant wavelengths (e.g., 436 nm for yellow, 525 nm for red, 620 nm for blue). Measure before and after treatment to calculate removal percentage. Some discharge permits specify color in specific units — confirm the measurement method required by your permit before selecting your monitoring approach.
Conclusion
PAC is the most practical and cost-effective first-line treatment for color removal from industrial wastewater — particularly for reactive dyes, NOM, and tannin-based color sources. With optimized pH (5.5–7.0), correct dosage confirmed by jar test, and PAM addition where needed, PAC consistently achieves 70–90% color reduction in most industrial applications.
For applications requiring greater than 90% color removal, a two-stage approach — PAC for primary color reduction followed by activated carbon or oxidation for polishing — delivers compliance at lower total cost than either approach alone.
Contact our technical team today for a free color removal assessment, PAC product samples, and a dosage recommendation for your specific effluent. We respond within 24 hours.
{kind=link}
{kind=link}