Single-chemical approaches to wet-end chemistry rarely deliver consistent results in modern high-speed papermaking. What we see working reliably across paper mills is the combination of PAC and PAM — not as interchangeable alternatives, but as a two-stage system where each chemical does what the other cannot. This article explains the mechanism, the practical benefits, and how to apply the combination correctly.
Why Neither PAC Nor PAM Works as Well Alone
PAC and PAM address different problems in the wet-end system:
PAC neutralizes the negative surface charge on fibers, fines, and fillers. Without charge neutralization, particles repel each other and resist aggregation regardless of how much polymer is added. PAC also stabilizes pH in neutral and mildly acidic systems and improves filler fixation and sizing performance.
PAM builds on what PAC prepares. Its long polymer chains bridge charge-neutralized particles into large, mechanically stable flocs that survive the shear conditions of a high-speed paper machine. Without prior charge neutralization by PAC, PAM bridges inefficiently — it attaches to some particles but can’t overcome the electrostatic repulsion between others.
Used in sequence, PAC creates the chemical conditions that allow PAM to work at maximum efficiency. Used alone, neither achieves the same retention, drainage, and sizing stability that the combination delivers.
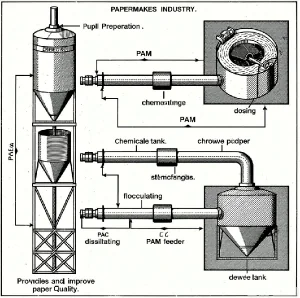
How the Two-Stage Mechanism Works
Stage 1 — Charge Neutralization (PAC) Fibers, fines, and calcium carbonate fillers carry negative surface charge in the wet-end furnish. PAC’s polynuclear aluminum species adsorb onto these surfaces and neutralize excess negative charge, collapsing the electrical double layer that keeps particles dispersed. This doesn’t form visible flocs — it prepares particle surfaces for bridging.
Stage 2 — Floc Formation (PAM) PAM polymer chains adsorb simultaneously onto multiple charge-neutralized particles, physically linking them into large, cohesive flocs. In a well-optimized system, these flocs are large enough for efficient wire retention but shear-stable enough to survive the turbulence of the headbox and forming section without breaking into fines that pass through the wire.
The sequence is critical: PAC must be added before PAM, with sufficient mixing contact time between additions. Adding PAM before PAC wastes polymer — it bridges particles that still carry repulsive charge, forming weak flocs that break easily under shear.
Key Performance Benefits in Paper Mill Operations
Higher First-Pass Retention PAC + PAM combination consistently improves first-pass retention of fines and fillers by 15–30% compared to PAM alone. Better retention means less fiber and filler lost to white water, lower raw material consumption per tonne of paper produced, and reduced load on white water treatment systems.
Faster Drainage on the Wire Well-formed flocs drain more freely than dispersed furnish. The PAC + PAM combination typically increases drainage rate on the wire section by 10–25%, which translates directly into potential machine speed increase or reduced press section load and drying energy consumption.
More Stable Sizing Performance PAC improves AKD and ASA sizing agent fixation by providing cationic sites on fiber surfaces. In combination with PAM retention aid, sizing chemicals are retained more completely in the sheet rather than lost to white water, reducing sizing chemical consumption and improving sizing uniformity across the web.
Cleaner White Water Circuit Higher retention means lower suspended solids and COD in white water. Cleaner white water simplifies recycling, reduces biological growth in the system, and lowers effluent treatment load — a compounding benefit that affects operating cost well beyond the wet-end chemistry itself.
Practical Dosing Guidelines
| Parameter | PAC | PAM |
|---|---|---|
| Addition point | Before PAM, at mixing chest or fan pump inlet | After PAC, closer to headbox |
| Typical dosage range | 0.5–3.0 kg/tonne of paper | 0.05–0.5 kg/tonne of paper |
| Solution concentration | 5–10% dilution before dosing | 0.1–0.2% solution |
| Mixing requirement | Moderate turbulence for distribution | Gentle mixing to protect floc structure |
These ranges cover most standard furnish types — confirm optimal dosage through jar testing on your specific pulp and filler system before scaling up. Dosage requirements shift with pulp type, filler load, machine speed, and white water chemistry, so treat these as starting points rather than fixed targets.
Common dosing problems and corrections:
| Problem | Likely Cause | Correction |
|---|---|---|
| Over-flocculation, poor formation | PAM overdose | Reduce PAM by 20%, reassess |
| Poor retention despite correct sequence | PAC underdose | Increase PAC by 0.3–0.5 kg/t, retest |
| Drainage slowdown | PAM molecular weight too high | Trial lower MW grade |
| Inconsistent results shift-to-shift | PAC batch variation | Request tighter Al₂O₃ specification from supplier |
What to Check When Sourcing PAC and PAM for Papermaking
Grade consistency matters more in papermaking than in many other applications because wet-end chemistry is finely balanced — batch-to-batch variation in PAC basicity or PAM molecular weight causes treatment performance to shift without any obvious process change.
For PAC: confirm Al₂O₃ content (target 10–17% for liquid), basicity (60–80% for most papermaking applications), and iron content (low iron is critical for brightness-sensitive grades). Request CoA with each delivery.
For PAM: specify molecular weight range and ionic degree appropriate to your furnish charge. Cationic PAM (ionic degree 10–40%, MW 5–10 million Da) suits most retention aid applications in papermaking. Request batch-specific viscosity data as a quality proxy.
Price-only procurement decisions on either product create performance variability that costs more to manage than the savings justify.
FAQ
Q: How do I determine the correct PAC-to-PAM dosage ratio for my paper machine?
A: Start with a jar test using your actual white water and furnish. Dose PAC at three levels (0.5, 1.0, 2.0 kg/t), then add PAM at 0.1 kg/t and observe floc size and drainage. The PAC level that produces the largest, cleanest-breaking floc with PAM is your starting point. Adjust PAM dosage in 0.05 kg/t increments from there. Most systems find an optimal PAC:PAM ratio between 5:1 and 15:1 by weight.
Q: What is the difference between using cationic PAM versus anionic PAM as a retention aid in papermaking?
A: Cationic PAM adsorbs directly onto negatively charged fiber surfaces and works well with or without PAC pretreatment. Anionic PAM requires PAC or alum pretreatment to provide cationic bridge sites — it won’t function as a retention aid without prior charge neutralization. For the PAC + PAM combination system, either ionic type can work, but anionic PAM with PAC pretreatment often produces larger, more shear-stable flocs in high-speed machine applications.
Q: Can PAC and PAM be mixed together before dosing to simplify the addition process?
A: No — mixing PAC and PAM together before dosing causes premature reaction between the two chemicals, forming a gel-like mass that blocks dosing equipment and delivers neither chemical effectively to the furnish. They must always be added separately at different points in the system, with PAC first and sufficient mixing contact time before PAM addition.
A Two-Stage System That Delivers What Single Chemicals Cannot
The PAC + PAM combination works because each chemical addresses a problem the other cannot solve alone. PAC prepares particle surfaces through charge neutralization; PAM converts that preparation into retained, well-drained sheet structure. For paper mills dealing with inconsistent retention, slow drainage, or sizing instability, the combination — applied in the correct sequence at optimized dosage — consistently outperforms single-chemical approaches.
HyChron supplies PAC and cationic PAM for papermaking applications with batch-specific quality documentation and technical support for dosage optimization. Contact our team for product specifications or application support.
{kind=link}
{kind=link}